

Ensuring efficiency and high-end quality
C 42 U | HS flex | Wiegelmann | Injection molding
Wiegelmann is an expert in aluminium and steel mould making and plastic injection moulding. The mould maker is a stickler for deadlines and perfection, even when the parts have complex geometries. When it comes to machining, Wiegelmann relies on Hermle. HS flex automation arrived at the German company in the shape of the new C 42 U, making sure its range of machinery is even more flexible and versatile.
At Wiegelmann, the end is just the beginning: As soon as the customer has completed the design process and knows exactly what the finished plastic part must look like, it sends a digital 3D model to the mould maker in the German town of Olsberg. For the design engineers at Dieter Wiegelmann GmbH, this is the beginning of their work – developing a suitable injection mould. A lot can go wrong along the way: Incorrectly dimensioned venting channels prevent the liquid plastic from spreading evenly. Insufficient injection channels also lead to the plastic not flowing properly. The material temperature drops too fast or weld lines form when two melt fronts meet. Air pockets, sink marks and streaks are yet more visible or structure-damaging defects. Fortunately, Wiegelmann has everything under control, including the demand for special surfaces, two or three-component injection moulding and intricate geometries. "The more complex the component, the more know-how required. That is our strength," adds Melanie Wiegelmann, authorised signatory of Dieter Wiegelmann GmbH. To manufacture a mould that produces perfect plastic parts, the developers simulate filling and shaping. "Cooling can cause product distortion. Sometimes, the moulds we manufacture have to ensure the product comes out of the machine looking a little warped. But by the end of the process, it has the desired shape," Melanie Wiegelmann adds.
Melanie Wiegelmann is already deep in conversation about the issue when her husband, managing director Marc Wiegelmann, joins us. In 2007, they took over the reins of the company founded by Dieter Wiegelmann in 1980. She shows us various samples – mostly from the automotive industry. "My father-in-law, for example, started off producing moulds for radiator grilles or mirror caps. Today, 50 per cent or so of our moulds are used in automotive production," explains Melanie Wiegelmann. Just as many moulds are used in medical technology, for large household appliances and in an array of other industries. Wiegelmann is able to compete against companies in Asia and Eastern Europe thanks to its adherence to deadlines, top quality and expertise in complex technical domains.
-

The owners Melanie and Marc Wiegelmann took over the reins of Dieter Wiegelmann GmbH in 2007. -
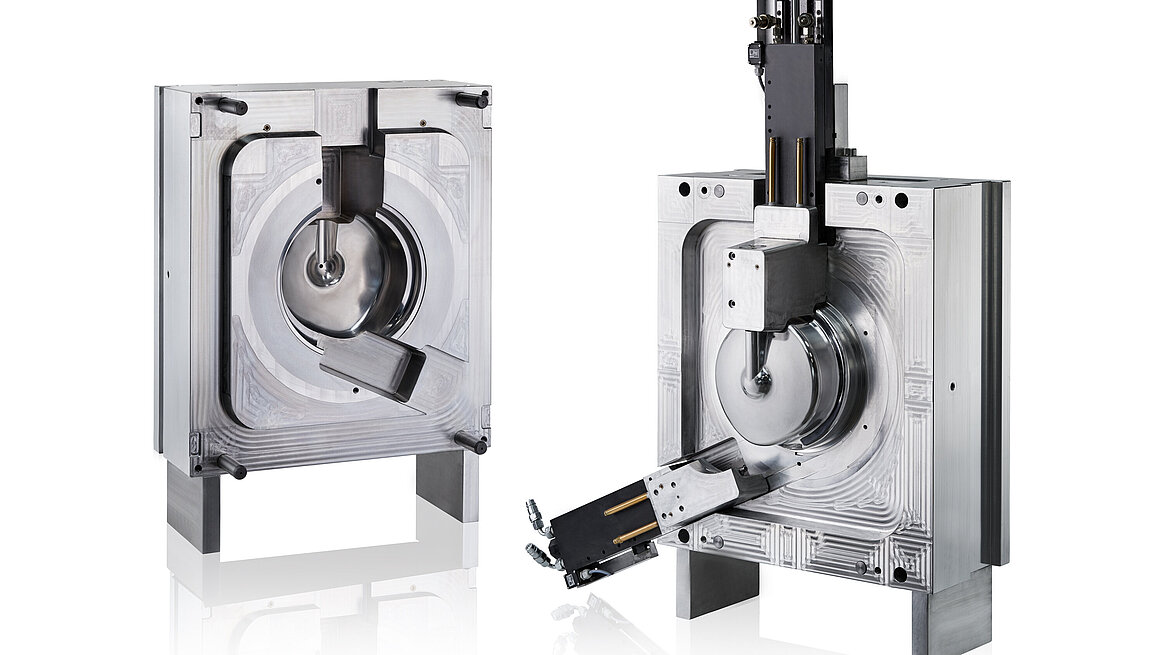
The multi-part mould of Dieter Wiegelmann GmbH -
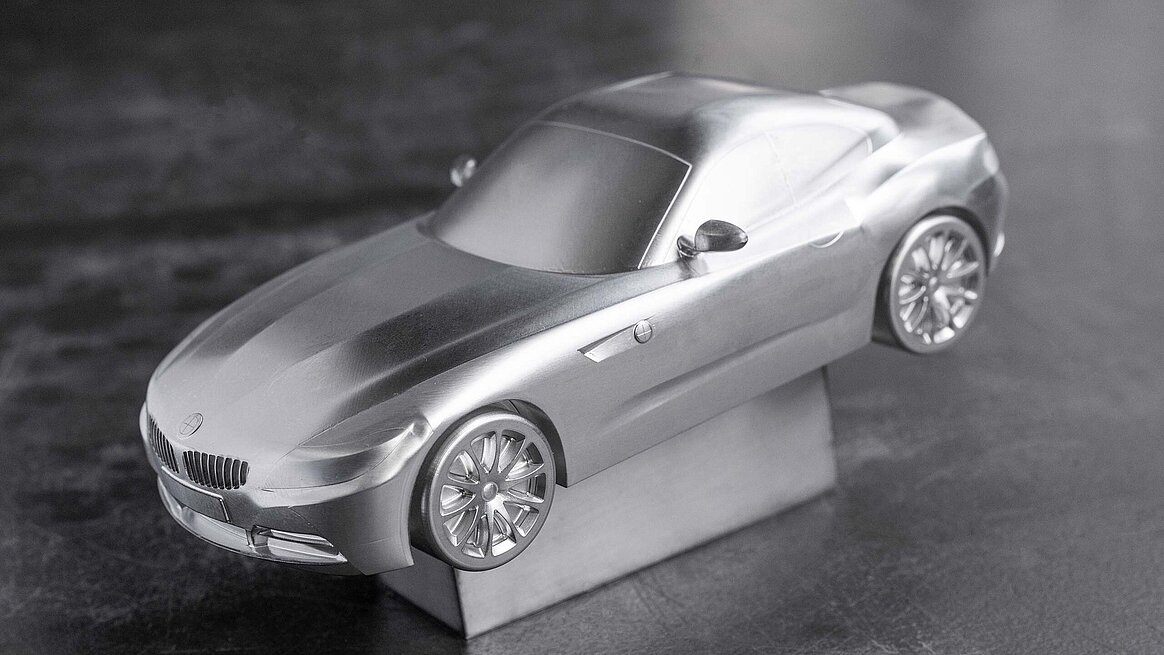
The small model illustrates what know-how paired with technical perfection can do. -

is used to manufacture pump pots for the food processing industry.
Versatility is the key
If the simulation promises the desired result, Wiegelmann is given the green light to commence. The mould maker then orders the material that finally ends up in the machining department. The first thing you notice: The majority of the milling machines are from Gosheim, manufactured by Maschinenfabrik Berthold Hermle AG. "High-precision and complex moulds are our core competence. To achieve this, we obviously need machines that perform accordingly. We have always had nothing but positive experiences with Hermle machining centres. They simply run reliably and achieve precise results even after many hours of operation," Marc Wiegelmann explains. The fourth and newest machine is a C 42 U with the HS flex handling system. "We obviously also have moulds that require 600 hours of machining. However, since we also mill smaller products, some of which only run for 10 or 20 minutes, we opted for automation this time. This allows us to operate the machining centre at night or over the weekend unmanned," the managing director adds. The HS flex system has a relatively high load and is easy to operate and extremely flexible. Marc Wiegelmann also likes the fact that the automation solution comes from a single source. This not only ensures trouble-free communication between the machine and the handling system, but also results in a standardised control concept. Hermle uses its own HACS software for this purpose. The Hermle "Automation-Control-System" clearly displays orders, work plans and necessary handling instructions and facilitates pallet transport via drag-and-drop. "The control is so intuitive that all our machine operators become familiar with it very quickly. And if the employee who usually works on the automated C 42 U is missing for any reason, another colleague can simply take their place," Marc Wiegelmann explains.
The reason for the investment in October 2021 was the need to replace a machine. "The predecessor no longer met our application requirements," the managing director says diplomatically and adds: "Since we offer a relatively wide range of parts, we need machines that are as versatile as they come and that can guarantee both fast roughing and high-end surface quality. And in my opinion, Hermle offers us the best solution."
"The acceptance level amongst our employees should also not be underestimated," claims Melanie Wiegelmann. Her argument illustrates the owners’ understanding of leadership: They make decisions together with the people responsible – in this case also with the head of milling technology and with Kevin Schäfer, one of the five C 42 U operators. "They are familiar with the features and the operating concept from the existing Hermle machines and are, therefore, under no doubt that the new one will also run smoothly and deliver the required results," Melanie Wiegelmann explains. She thus indicates how a business decision also influences the motivation and enthusiasm of the employees. "And that is essential for the company. If a problem arises, everyone gets involved and works determinedly to find the right solution."
Grinding, spotting, spraying
Once the work of the 5-axis milling centres is done, the manual tasks begin. A spotting press simulates the injection moulding machine and illustrates whether both moulds fit into each other properly. After the installation of the electrics and hydraulics, the mould is sent to the in-house plastics technology department for sampling. To this end, the mould maker boasts various injection moulding machines with clamping forces of between 50 and 1,500 t. "In principle, we have one of each size to ensure we can sample any mould and even offer small-scale series as a service," Melanie Wiegelmann reveals. The customer often accompanies this process on site. If the result is not as expected, the mould undergoes an optimisation run. "The simulation cannot predict the flow behaviour 100 per cent, especially when dealing with highly complex geometries, for example lots of ribs and recesses. This is the point where we discover whether anything needs to be reworked. If necessary, the mould then has to be sent back to the mould making team," says Melanie Wiegelmann when describing the process. But small changes to the design are usually the reason why the Hermle machine needs to be restarted. The authorised signatory adds: "Seeing as we have the machines and the know-how right here in Olsberg, such changes are not a problem and customer demands are met quickly without any major loss of time."
The entire process – from receiving the STEP data to the customer picking up the mould – takes about two to eight weeks. "Provided that the delivery of the material is not delayed," Melanie Wiegelmann says, hinting at one of the few reasons why the mould maker might struggle to meet a deadline. As a rule, the following applies: "The job is done by the date we have agreed to. Our customers know that and can plan accordingly."

A balancing act
Wiegelmann usually works on 20 to 30 projects at the same time. Frank Leismann is responsible for coordination, hassle-free operation and assessing whether new orders are feasible or not. "In the past, we relied on empirical data. We were usually right, but not always," Melanie Wiegelmann says. Sometimes resources were misjudged, which led to orders being rejected. To avoid these problems, Marc Wiegelmann decided to invest in tool and mould making software some time ago. Thanks to this software, Frank Leismann’s job has become less of a balancing act, and he can keep a close eye on flowcharts and schedules. Twice a week, he sits down with all those directly involved and discusses which activities need to be addressed. Since each step, each machine and each employee are clearly assigned to the various projects, Frank Leismann can see how orders are progressing and, with a good and clear conscience, accept or cancel spontaneous customer enquiries – depending on available capacities.
"To ensure successful mould making, we need unrestricted throughput, excellent planning capability and reliable machines, just like the Hermle machining centres. This obviously costs a bit more, but it definitely pays off in the end," Marc Wiegelmann says in conclusion.

