


Milling and turning for the perfect ride
C 42 U MT | Thunderbike | Fahrzeugbau
Most people who catch a glimpse of a real Thunderbike are usually lost for words. The Harley-Davidson dealer and custombike manufacturer reveals how it manufactures bespoke clutch covers and rims and what role Hermle’s mill-turn technology plays in all of this.
"We actually took a step back from the window," says Thomas Zarmann when recalling the first time Herbert Niehues machined a 300 kg blank on the C 42 U MT at 800 rpm. Thomas Zarmann is production manager at Thunderbike and introduces Herbert Niehues as the man who brings cutting edge to milling production. The said event took place in 2013 after Thunderbike commissioned its first machining centre from Maschinenfabrik Berthold Hermle AG – a C 42 U MT. Any doubts before the initial start-up were unfounded. Since Hermle developed the mill-turn variants in line with the strict safety requirements placed on lathes. This relates, for example, to the housing and dimensioning of the complete enclosure, including the machine roof. Further, a balancing system is integrated in the rotary table. This takes into account mass moments of inertia and even manages to balance the 300 kg blanks of Thunderbike – thereby ensuring safe operation at maximum speed.
Thunderbike employs 160 people in the German town of Hamminkeln and offers exactly what the name suggests: Legendary Harley-Davidson motorbikes. In the beginning, everything was a bit more modest than the current building complex – including its own restaurant, the Roadhouse: Back in 1985, Andreas Bergerforth opened a 150 m² motorbike workshop called ‘Motorradschuppen’, where he repaired and optimised mainly Japanese bikes. One year later, he relocated to a more notable and larger building and became an official Suzuki dealer in 1987. Over time, a business field developed for which Thunderbike has now become renowned worldwide: Customising and manufacturing motorbike parts on a small bespoke scale. Thunderbike has been an official Harley-Davidson dealer since 2006. At its facility in Hamminkeln, the company produces parts for customising motorbikes and making complete custom bikes with their own individual frames. It is also where you will find a service workshop, an ultra-modern showroom and the distribution centre for original Harley-Davidson and after-market parts.
-

From the left: Jürgen Scherer, HPV Hermle Vertriebs GmbH, with production manager Thomas Zarmann and the machine operators Julian Otten and Herbert Niehues from Thunderbike. -

The individual stages of the Open-Mind clutch cover. -
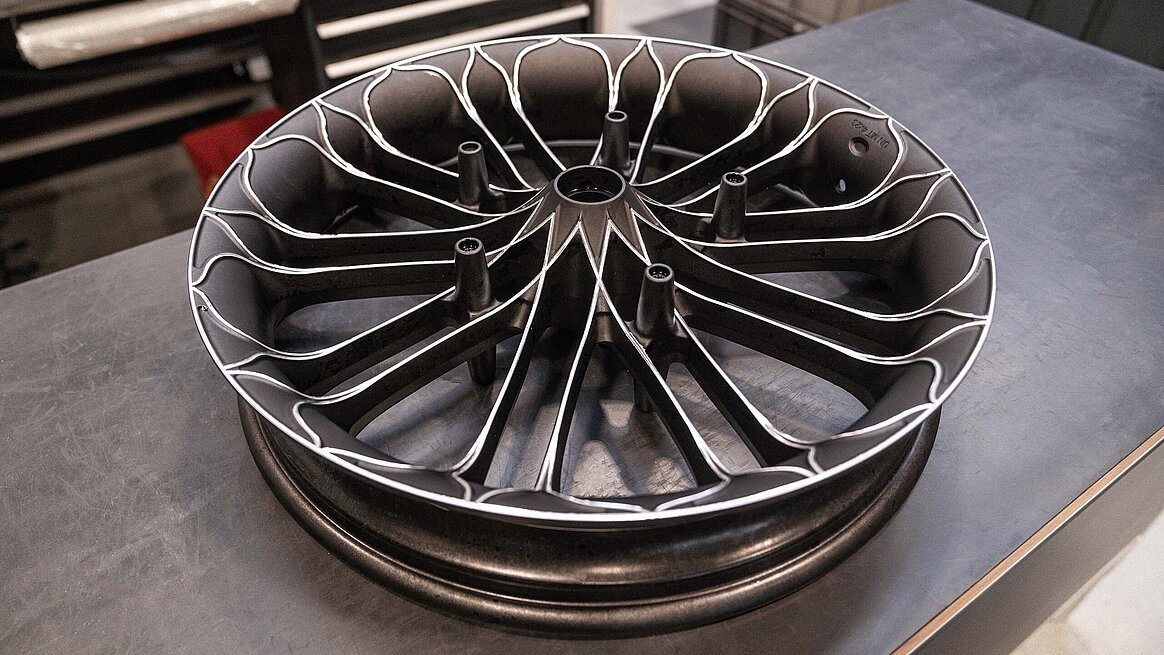
In the end, Thunderbike mills individual details into the black anodised rim, thus further enhancing the design. -

Julian Otten removes the machined clutch cover from the C 42 U MT. -

Herbert Niehues (left) and Thomas Zarmann during the interview. -
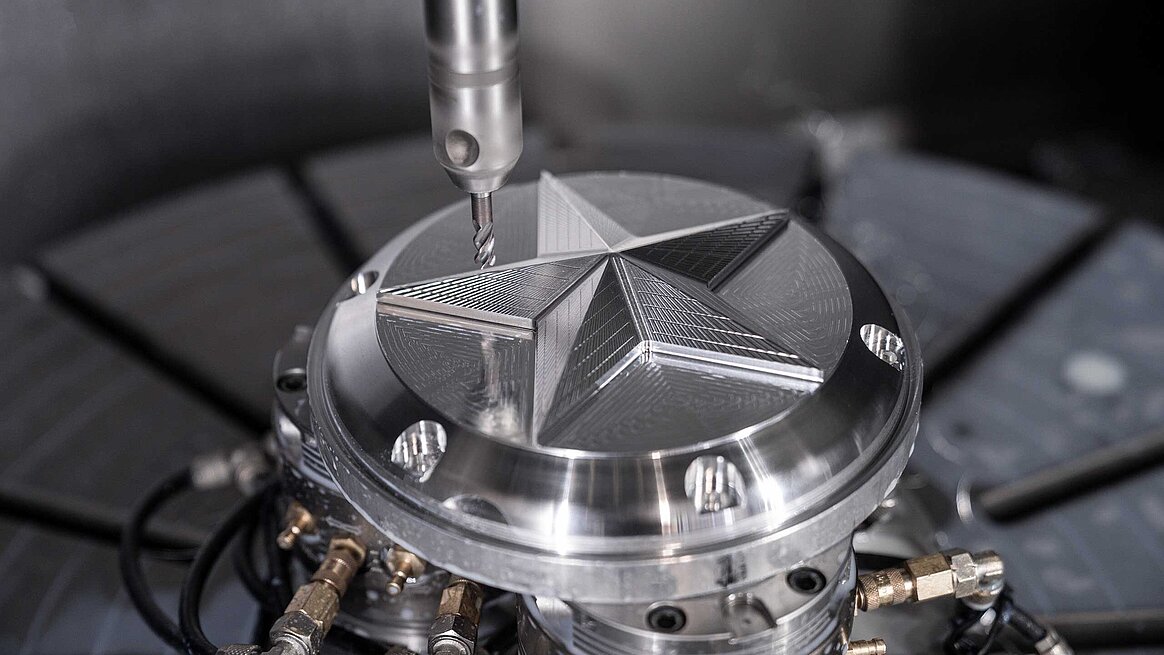
It takes just a few minutes for the C 42 U MT to machine the star from the blank.
Hermle kick-off with mill-turn technology
The unique and powerful Harley sound frequently drifts in from the outside, almost drowning out the whirring humming noise of the milling centres busy at work in the workshop beneath the staff room. This is where the production manager sits diligently answering questions about the ‘how and why’ of investments in Hermle machines, of which Thunderbike now owns three. The demands placed on surfaces and designs, as well as the ambition to drive the business forward, highlighted the need for a new machine in 2012. "And seeing as Herbert is a big fan of Hermle, it was clear that we would have to have a Hermle at some stage," Zarmann says jokingly. In truth, Hermle was the only manufacturer at the time that could offer the right technology to meet Thunderbike’s needs: Exquisite-looking rims milled from a solid block with an unprecedented level of perfection. "Even back then, we manufactured our own rims. But it required three machines and five to six clamping setups. The wheel’s appearance and quality were a million miles away from what we can achieve today," Thomas Zarmann explains. The table, which can be simultaneously rotated and swivelled, allows machining in various angles. In contrast to a pure lathe, Thunderbike can thus use shorter tools to create more complex geometries. "The C 42 U MT was just what we needed in 2012 in terms of technology and available space." To this day, it overcomes the biggest challenges – monoblock wheels – without any problems: Long runtimes of between 10 and 20 hours at high feed rates and speeds and almost always in 5-axis simultaneous machining. And in the end, the surface must be perfect.
Reinforcements arrived in 2016 and 2020 in the shape of two C 32 U machines, which replaced two existing machines from another manufacturer. "Why did we purchase even more Hermle machines? We were blown away by the first centre’s reliability and precision as well as its ergonomics and operating concept. On top of that was the exemplary service: The fitters know exactly what they are doing – whether there is a cable loose or a mechanical problem," Zarmann says. The two things he really dislikes are repair costs and downtime.
Universal application
Roughly 15 to 20 per cent of parts have to be milled and turned on the C 42 U MT. "But we do not let the machine stand idle just because we do not have any round parts. We can machine any parts we want on it," the production manager claims. Having three Hermle machining centres creates capacity. The standardised operating concept means flexibility. "We now have several machines on which we can simply move a large proportion of our milled parts directly back and forth. This means we are always able to produce something."
In addition to rims, Thunderbike also manufactures attachment parts such as wheel centres, indicator and air filter elements, generally made of aluminium, brass and sometimes stainless steel. The latter is used, for example, in the air ride cylinders for air suspensions. Although the cylinders are turned parts, Thunderbike also machines them on the C 42 U MT occasionally – when all the lathes are otherwise occupied. "We try to keep production as flexible as possible. This facilitates our day-to-day activities," Zarmann says. Another part that feels at home on the 5-axis milling-turning centre is the self-designed Open-Mind clutch cover. Using the star design popular with Thunderbikers, Thomas Zarmann explains the actual creation process – from the initial design to the finished cover.
The first step is the responsibility of 3D product designer and design engineer André Kosthorst: He brings the idea to life on his PC and translates his digital drawing into a first real prototype with the aid of a 3D printer. If everything is to his liking, the team has to decide: Which machine should mill the part using which clamping device? "This is where the experience of our colleagues comes into play," Zarmann states and points in the direction of the machining department, which is located on the ground floor diagonally below the staff room. Simulation software makes sure the programming is correct for the C 42 U MT, then Herbert Niehues clamps the first blank. The star starts to become visible after just a few minutes. However, the surface still shows traces of the milling process. The job of removing them is left to the surface finishing colleagues. They grind and sandblast the unfinished clutch cover. "We could, of course, produce the cover on the machine with a perfectly finished surface, thus eliminating the manual tasks. But that takes up a lot of time, and we would only manage to produce seven parts a day instead of 50," Zarmann explains. The component is given its black finish during the anodising process. A final run through one of the three 5-axis machining centres ensures the star shines bright.
Convinced from the start
Change of location. The videograph needs quieter surroundings for the soundtrack and Thomas Zarmann leads us into the new building that opened in 2021 – past the high-frequency whirring milling-turning machines and racks of half-finished rims. We continue on past the polishing and welding workshop to our right. Then we cross the yard, wave to mechanics assembling customer machines in the service workshop and are soon sitting down in a state-of-the-art meeting room. We are well shielded from production noise here, only the occasional rumble of Harleys on their way to the workshop is a sound that nobody can or wants to eliminate. Herbert Niehues joins us and explains how he became fascinated with machining centres from Gosheim: "I worked on one of the first Hermle C-series machines at the end of the 1990s. And was just as stunned then as I am now by its ergonomic design, intuitive control concept and amazing functionality."
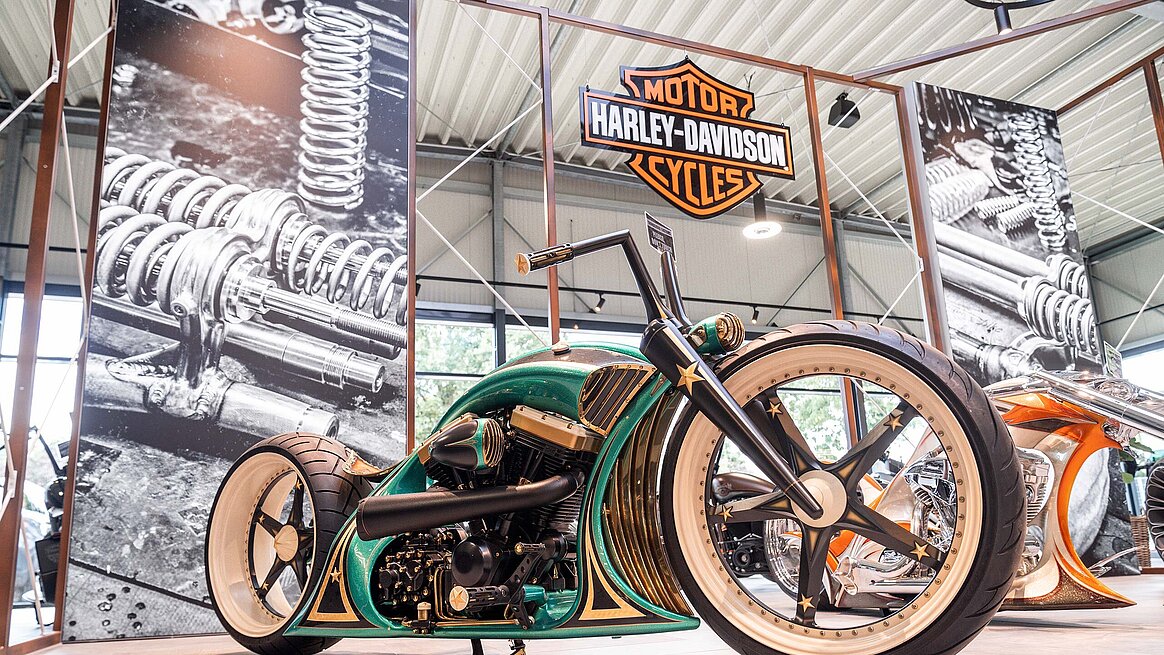
Finally, it is time to go to the showroom. It is full of new and used Harleys and we also discover the Open Mind clutch cover. The brightly milled star looks very impressive on the black bike. Once the last chip has been removed, the raw aluminium remains unprotected. "If you ride around in the rain for two years and never clean it, marks will start to appear on the surface of the star," warns Thomas Zarmann. "But the majority of people who invest in design parts look after their bikes properly. And, anyway, most Harleys stay in the garage when it is raining."

